دانلود فایلهای روز
فایلدانلود فایلهای روز
فایلپاورپوینت عیوب در قطعات دایکست

پاورپوینت عیوب در قطعات دایکست
فرمت فایل دانلودی: .zipفرمت فایل اصلی: ppt
تعداد صفحات: 56
حجم فایل: 3621
قیمت: : 3000 تومان
بخشی از متن:
توضیحات:
در این فایل پاورپوینت جامع و کاربردی در قالب 56 اسلاید به بررسی کامل عیوب در قطعات دایکست پرداخته شده است.
بخشی از موضاعات مورد بحث:
عملیات اصلاحی
تقسیم قالب
طراحی
انقباض
ساختمان قالبهای تحت فشار
و ...
 پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.پاورپوینت قالبهای دایکست (die casting) و عیوب آنها

پاورپوینت قالبهای دایکست (die casting) و عیوب آنها
فرمت فایل دانلودی: .zipفرمت فایل اصلی: ppt
تعداد صفحات: 27
حجم فایل: 1502
قیمت: : 3000 تومان
بخشی از متن:
بخشی از متن:
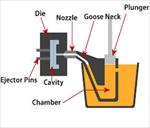
این دو قسمت در خط جدایش قالب روی یکدیگر قالب دایکست عبارت است از یک قالب دائمی فلزی بر روی یک ماشین ریخته گری تحت فشار که برای تولید قطعات ریختگی تحت فشار به کار می رود . این قالب دارای یک حفره است که شامل فضای داخلی با کناره ها و ابعاد قطعه مورد ریختگی می باشد وهدایت کردن فلز مذاب به درون قالب توسط کاناهایی انجام می شود که به آن سیستم مدخل تزریق- گلویی- راهگاه گفته می شود.
هرقالب دایکست از دو قسمت تشکیل شده است تا بتوان قطعه را بعد ازانجماد از حفره قالب بیرون آورد که اجزا قالب که با فلز ریختگی در تماس هستند از فولاد گرم کار و یا از آلیاژهای مخصوص نسوز و مقاوم در برابر تغییر دما ساخته می شوند که باید دارای پایداری ابعادی و مقاوم به ترکهای خستگی گرمایی و فرسایش و زدگی را در برابر آلیاژهای ریختگی را داشته باشند .
حفره قالب معمولا بوسیله عملیات ماشینکاری با دقت و درستی بالا ساخته می شوند و بعضی ازحفره های قالب بوسیله فرآیندی که مشهوربه hobbing است ایجاد می شوند.
بخشی از موضاعات مورد بحث:
ریخته گری تحت فشار (pressure die casting)
پوششهای مهندسی سطح درقالبهای ریخته گری تحت فشار
شیب دیواره ها Draft
و...
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.پاورپوینت روش کار با ماشین های ریخته گری تحت فشار
پاورپوینت روش کار با ماشین های ریخته گری تحت فشار
فرمت فایل دانلودی: .zipفرمت فایل اصلی: ppt
تعداد صفحات: 29
حجم فایل: 2161
قیمت: : 3000 تومان
بخشی از متن:
بخشی از متن:
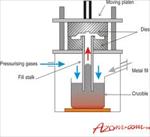
در این روش دوباره قالب در حالی که هنوز یک مقداراز از همدیگر فاصله دارند دریچه خلا باز می شود و فضای قالب را کاملا از هوا تخلیه کرده و در این موقع فلز مذاب بوسیله سیستم تحت خلا از طریق سوراخی وارد محفظه سرد می شود و بعد از یک دوره زمانی درست و صحیح برای کشیده شدن مقدار مذاب به داخل محفظه سرد قالب بسته شده و پیستون تزریق سبب اعمال نیرو بر روی مذاب شده و باعث وارد شدن مذاب به محفظه قالب می شود. یک زائده مخصوصی سبب جلوگیری از وارد شدن فلز مذاب در طول کشیده شدن فلز مذاب در نظر گرفته می شود . مزیت هر دو نوع ماشین ازماشینهای تحت خلا سبب تخلیه هوا شده و مانع از بوجود آمدن خلل و فرج وفراهم شدن سطح صاف ریختگی بواسطه عدم محبوس شدن هوا درسطح قطعه می باشد در نتیجه فشاراعمالی کمتری بر روی فلز مذاب لازم می باشد و ماشینهایی با نیروی کمتری نیزمی توانند به کار برده شوند و به این علت است که دراثرتخلیه کردن هوای قالب جریان فلز مذاب بصورت خیلی راحت تر و آزادانه تر بوده و بدین ترتیب می توان بخشهای ورود مذاب را نازکتروکوچکتردر نظر گرفته شوند.
بخشی از موضاعات مورد بحث:
- روش کار با ماشین های ریخته گری تحت فشار
- فرآیندهای ریخته گری تحت فشار با عیوب
- ریخته گری تحت فشار درخلا( vacuum die)
- ریخته گری کوبشی (squeeze casting )
- ریخته گری نیمه جامد (semi solid castimg )
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.متالوگرافی

متالوگرافی
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
حجم فایل: 16824
قیمت: : 10000 تومان
بخشی از متن:
توضیحات:
در این فایل به مطالبی بسیار جامع و کامل در زمینه متالوگرافی پرداخته شده که در غالب 5 فایل word به شما عزیزان ارائه میگردد.
این مجموعه بسیار بی نظیر است و به عزیزانی که در زمینه متالوگرافی فعالیت دارند پیشنهاد میشود این مجموعه را تهیه کنند.
مطالب زیر تنها بخشی از این پکیج میباشد:
بخش اول: متالوگرافی و ریزساختار چدنها
بخش سوم: متالوگرافی وریزساختار فولادهای ابزار(Tool Steels)
بخش دوم: متالوگرافی وریزساختار فولادهای کربنی و کم آلیاژی
بخش چهارم: متالوگرافی و ریزساختار برخی آلیاژهای آلومینیم
....
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.متن اصلی تمام آهنگ های taylor swift (١۴١ تا)
متن اصلی تمام آهنگ های taylor swift (١۴١ تا)
فرمت فایل دانلودی: .zipفرمت فایل اصلی: pdf
تعداد صفحات: 141
حجم فایل: 2570
قیمت: : 500 تومان
بخشی از متن:
توضیحات:
در این فایل که پیش روی شما قرار داره, متن اصلی تمام آهنگ های تیلور سویفته از آلبوم های رسمی و غیر رسمی گرفته تا تک آهنگ ها و آهنگ های اختصاصی برای برنامه های تلویزیونی و فیلم های سینمایی قرار داده شده که مجموع اون ها به ١۴١ آهنگ میرسه ...
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.ریخته گری دایکست و ماشین های آن
ریخته گری دایکست و ماشین های آن
فرمت فایل دانلودی: .zipفرمت فایل اصلی: doc
تعداد صفحات: 41
حجم فایل: 7531
قیمت: : 4000 تومان
بخشی از متن:
مقدمه:
دایکاست یا ریخته گری تحت فشار عبارتست از روش تولید قطعه از طریق تزریق فلز مذاب و تحت فشار به درون قالب . روش دایکاست از این نظر که در آن فلز مذاب بدرون حفره ای بشکل قطعه مورد نظر رفته و پس از سرد شدن قطعه مورد نظر بدست می آید بسیار شبیه به ریخته گری ریژه است. تنها اختلاف بین این دو روش نحوه پر کردن حفره قالب است. در قالب ریژه فلز مذاب تحت نیروی وزن خود سیلان پیدا می کند و بدرون قالب می رود، حال آنکه در روش دایکاست فلز مذاب تحت فشار و سرعت بیشتری بدرون قالب می رود. به همین دلیل در دایکاست قطعات با اشکال پیچیده تری را می توان تولید کرد.
در قالب های دایکاست پس از بسته شدن قالب مواد مذاب به داخل یک نوع پمپ یا سیستم تزریق ( بسته به طرح دستگاه ) هدایت می شود ، سپس در حالیکه پیستون پمپ ( Piunger) مواد مذاب را با سرعت از طریق سیستم تغذیه قالب به داخل حفره می فرستد ، هوای داخل حفره از طریق سوراخهای هواکش ( Vent) خارج می شود. این پمپ در بعضی از دستگاهها دارای درجه حرارت محیط و در برخی دیگر دارای درجه حرارت مذاب است.
معمولا مقدار مواد مذاب تزریق شده بیش از اندازه مورد نیاز برای پر کردن حفره است تا سرباره گیرها ( Overflow) را پر کند و حتی پلیسه در اطراف قطعه بوجود آورد. سپس در مرحله دوم زمانیکه ماده مذاب در حال سرد شدن در داخل حفره است پمپ همچنان فشار خود را ادامه می دهد. در مرحله سوم قالب باز شده و قطعه به بیرون پرتاب می شود. در آخرین مرحله همچنان که قالب باز است داخل حفره تمیز و در صورت نیاز روغن کاری شده و دوباره قالب بسته و آماده تکرار عملیات قبل می شود.
فهرست مطالب:
مقدمه
مزایا و محدودیتهای ریخته گری دایکاست
آشنایی با ماشینهای دایکاست
انواع ماشین های دایکاست
آشنائی با متعلقات دستگاهها و انواع قالب های دایکاست
وسایل و متعلقات جانبی دستگاههای دایکاست
پلیسه گیری در داخل قالب
سیستمهای ایمنی تخلیه قطعه
قالب های دایکاست
ماهیچه ها یا نرگی قالب
کشوئیها
راهگاهها و گلوئیهای تزریق
راههای خروج هوای داخل حفره ( Vents )
سرباره گیرها
خنک کردن قالب
انواع مختلف قالب
قالب های تک حفره ای
قالب های ترکیبی
مواد مناسب برای ساخت قالب های دایکاست
طراحی قالب های دایکاست
سیستم راهگاهی
راهگاهها
شیارهای هواکش
مثالی از طراحی سیستم راهگاهی :
خنک سازی قالب
تاثیر نوع فلز ریخته گری در طراحی قالب
پرداخت سطح حفره قالب
فرسایش قالب
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.ماهیچه های دائمی (فلزی)

ماهیچه های دائمی (فلزی)
فرمت فایل دانلودی: .zipفرمت فایل اصلی: ppt, doc
حجم فایل: 2891
قیمت: : 4000 تومان
بخشی از متن:
ماهیچهها:
سادهترین تعریف برای ماهیچه، بدین ترتیب است: ماهیچهها اشکال مختلف ماسه بوده و طرح قسمتی از قطعه را تشکیل میدهند که با قالبگیری توسط مدل امکانپذیر نیست. بیرون کشیدن مدل از قالب را ایجاد میکند که بتوان در سطوح عمودی این عمل را بآسانی انجام داد.
ساخت حفرههای داخلی به ماهیچه مربوط بوده و ماهیچه در قسمت داخلی قطعه قرار میگیرد. بعلت استعمال ماهیچه در حفرههای داخلی پیچیده ما را قادر میسازد که بتوان مشکلترین اشکال قطعات را ساخته و اعمال ماشینکاری را حذف نموده و در حقیقت ساخت اشکال غیر ممکن را ممکن نمود. بعنوان مثال محفظه خنک شونده با آب -/Water-cooling chamber در موتورهای احتراق داخلی و قسمتهای داخلی و خارجی محل خنک شونده با هوا احتیاج به ماهیچههای مشکل و پیچیده مطابق شکل 1-6 دارد.
فهرست مطالب:
ماهیچهها
ماهیچهها در روش ریختگری با قالب دائمی
ماهیچههای چندتکه
انتخاب مواد ماهیچه و قالب
اجزاء داخلی قالب
مواد برای ماهیچهها
منابع
در قالب پاورپوینت در 37 اسلاید به همراه فایل ورد در 20 صفحه
پرداخت با کلیه کارتهای عضو شتاب امکان پذیر است.دانلود تحقیق فاصله طبقاتی
 این تحقیق بصورت Word و با موضوع فاصله طبقاتی انجام گرفته است.تحقیق برای رشته های علوم اجتماعی و جامعه شناسی مناسب است و در 18 صفحه می باشد. می توانید این تحقیق را بصورت کامل و آماده تحویل از پایین همین صفحه دانلود نمایید. تاریخ و باستان شناسی به ما می آموزد که قشربندی اجتماعی در دسته های کوچک ایلی، که از صورت های اولیه زندگی اجتماعی بود، وجود داشت.احتمال دارد در این وضعیت ابتدایی عوامل زیستی از قبیل سن، جنس، و نیروی بدنی از معیارهای اصلی قشربندی بوده باشد. در نخستین اسناد تاریخی مع ...
این تحقیق بصورت Word و با موضوع فاصله طبقاتی انجام گرفته است.تحقیق برای رشته های علوم اجتماعی و جامعه شناسی مناسب است و در 18 صفحه می باشد. می توانید این تحقیق را بصورت کامل و آماده تحویل از پایین همین صفحه دانلود نمایید. تاریخ و باستان شناسی به ما می آموزد که قشربندی اجتماعی در دسته های کوچک ایلی، که از صورت های اولیه زندگی اجتماعی بود، وجود داشت.احتمال دارد در این وضعیت ابتدایی عوامل زیستی از قبیل سن، جنس، و نیروی بدنی از معیارهای اصلی قشربندی بوده باشد. در نخستین اسناد تاریخی مع ...گزارش کارآموزی پلیس و عملکرد پلیس و چگونگی ارتباط با مردم
 دانلود گزارش کارآموزی پلیس و عملکرد پلیس و چگونگی ارتباط با مردم فرمت فایل: ورد قابل ویرایش تعداد صفحات: 36 فهرست مقدمه اهداف پلیس 110 ضرورت تشکیل پلیس 110 انتظارات مردم از پلیس 110 تعامل پلیس با مردم سازمان چطور به نیروی انتظامی خود بها می دهد نیروی انسانی چقدر به سازمان خود بها می دهند نتیجه گیری و پیشنهاد منابع و مأخذ ارز ...
دانلود گزارش کارآموزی پلیس و عملکرد پلیس و چگونگی ارتباط با مردم فرمت فایل: ورد قابل ویرایش تعداد صفحات: 36 فهرست مقدمه اهداف پلیس 110 ضرورت تشکیل پلیس 110 انتظارات مردم از پلیس 110 تعامل پلیس با مردم سازمان چطور به نیروی انتظامی خود بها می دهد نیروی انسانی چقدر به سازمان خود بها می دهند نتیجه گیری و پیشنهاد منابع و مأخذ ارز ...دانلود دفترچه سوالات اختصاصی رشته مشاور تحصیلی آزمون استخدام پیمانی وزارت آموزش و پرورش
 در این بخش دفترچه سوالات اختصاصی رشته مشاور تحصیلی آزمون استخدام پیمانی وزارت آموزش و پرورش برای دانلود قرار داده شده است. این دفترچه سوال با فرمت PDF ،در 9 صفحه، تایپی و بدون پاسخ میباشد. ...
در این بخش دفترچه سوالات اختصاصی رشته مشاور تحصیلی آزمون استخدام پیمانی وزارت آموزش و پرورش برای دانلود قرار داده شده است. این دفترچه سوال با فرمت PDF ،در 9 صفحه، تایپی و بدون پاسخ میباشد. ...سورس برنامه فوق العاده بهلولستان
 مشخصات برنامه (سورس): نوع برنامه: کتاب اندروید لینک دانلود از بازار: https://cafebazaar.ir/app/bohloolestan.rezaahmadpour.ir.bohloolestan/ دارای قابلیت جستجوی سریع مطالب دارای دکمه های حرفه ای و بسیار زیبا دارای بخش تنظیمات کامل و گرافیکی دارای بخش درباره ما بسیار زیبا و گرافیکی و... این برنامه یک کتاب کامل اندروید با امکانات کامل و زیبا است که شما میتوانید سورس آنرا با نازلترین قیمت خریداری و دریافت کنید. توجه: این برنامه توسط مدیر سایت اندروید سورسز نوشته شده و هرگونه به اشتراک گذا ...
مشخصات برنامه (سورس): نوع برنامه: کتاب اندروید لینک دانلود از بازار: https://cafebazaar.ir/app/bohloolestan.rezaahmadpour.ir.bohloolestan/ دارای قابلیت جستجوی سریع مطالب دارای دکمه های حرفه ای و بسیار زیبا دارای بخش تنظیمات کامل و گرافیکی دارای بخش درباره ما بسیار زیبا و گرافیکی و... این برنامه یک کتاب کامل اندروید با امکانات کامل و زیبا است که شما میتوانید سورس آنرا با نازلترین قیمت خریداری و دریافت کنید. توجه: این برنامه توسط مدیر سایت اندروید سورسز نوشته شده و هرگونه به اشتراک گذا ...دانلود سؤالات دکتری تخصصی داروسازی سنتی سال 93
 دانلود سؤالات دکتری تخصصی داروسازی سنتی سال 93 سؤالات دکتری تخصصی داروسازی سنتی دوره بیست و ششم به همراه پاسخنامه نهایی سال آزمون: آبان 93 200 سؤال این فایل به صورت دانلودی می باشد و به محض انجام خرید، بلافاصله قابل دانلود می باشد . توضیحات محصول تذکر : در ارایه پاسخنامه این محصول، توجه لازم از جهت اعتبار منبع ارایه دهنده و پاسخنامه مورد تأیید وزارت بهداشت به عمل آمده است. اما در نهایت، مسوولیت صحت اطلاعات پاسخنام ...
دانلود سؤالات دکتری تخصصی داروسازی سنتی سال 93 سؤالات دکتری تخصصی داروسازی سنتی دوره بیست و ششم به همراه پاسخنامه نهایی سال آزمون: آبان 93 200 سؤال این فایل به صورت دانلودی می باشد و به محض انجام خرید، بلافاصله قابل دانلود می باشد . توضیحات محصول تذکر : در ارایه پاسخنامه این محصول، توجه لازم از جهت اعتبار منبع ارایه دهنده و پاسخنامه مورد تأیید وزارت بهداشت به عمل آمده است. اما در نهایت، مسوولیت صحت اطلاعات پاسخنام ...آموزش 15 روش کسب درآمد از اینرتنت
 کسب درآمد از اینترنت بصورت خیلی آسان فقط کافیه این پکیج رو خریداری کنید و کسب درامد کنید . اگر این پکیج خراب بود یا موفق نبوید کسب درآمد کنید به ای دی من بیاین تا بریتون توضیح بدم و یا مشکلی وجود داشت درست کنم . ای دی من در تلگرام https://telegram.me/hamedman007 ...
کسب درآمد از اینترنت بصورت خیلی آسان فقط کافیه این پکیج رو خریداری کنید و کسب درامد کنید . اگر این پکیج خراب بود یا موفق نبوید کسب درآمد کنید به ای دی من بیاین تا بریتون توضیح بدم و یا مشکلی وجود داشت درست کنم . ای دی من در تلگرام https://telegram.me/hamedman007 ...نمایش رفع مشکل شارژ نشدن گوشی Nokia-225 با لینک مستقیم
بّرنامه نویسی
 دانلود تحقیق با عنوان برنامه نویسی 130 ص با فرمت word فهرست مطالب : نوشتن یک کاراکتر در خروجی ساختارهای تکرار ساختارهای تصمیم توابع و کلاسهای حافظه توابعی که هیچ مقداری را برنمی گردانند انواع فراخوانی و مقادیری که توابع برمی گردانند تعیین نوع تابع کلاسهای حافظه آرایه ها ارزش دهی اولیه به آرایه ها رشته ها توابع ورودی خروجی رشته ها آرایه ای از رشته ها بعضی از توابع رشته ای اشاره گرها عملگرهای اشاره گر اعمال روی اشاره گرها اشا ...
دانلود تحقیق با عنوان برنامه نویسی 130 ص با فرمت word فهرست مطالب : نوشتن یک کاراکتر در خروجی ساختارهای تکرار ساختارهای تصمیم توابع و کلاسهای حافظه توابعی که هیچ مقداری را برنمی گردانند انواع فراخوانی و مقادیری که توابع برمی گردانند تعیین نوع تابع کلاسهای حافظه آرایه ها ارزش دهی اولیه به آرایه ها رشته ها توابع ورودی خروجی رشته ها آرایه ای از رشته ها بعضی از توابع رشته ای اشاره گرها عملگرهای اشاره گر اعمال روی اشاره گرها اشا ...پکیج درمانی روانشناسی مثبت نگر , آموزش مثبت نگری ، روانشناسی مثبت نگر مارتین سلیگمن
دانلود مقاله پایگاه داده توزیع شده
 مشخصات این فایل عنوان:پایگاه داده توزیع شده فرمت فایل:word(قابل ویرایش) تعداد صفحات:66 این مقاله در مورد پایگاه داده توزیع شده می باشد. بخشی از تیترها به همراه مختصری از توضیحات مقاله پایگاه داده توزیع شدهیک تعریف ممکن این است که: پایگاه داده مجموعهای از رکورد های ذخیره شده در رایانه با یک روش سیستماتیک (اصولی) مثل یک برنامه رایانهای است که میتواند به سوالات کاربر پاسخ دهد. برای ذخیره و بازیابی بهتر، هر رکورد معمولا به صورت مجموعهای از اجزای دادها ...
مشخصات این فایل عنوان:پایگاه داده توزیع شده فرمت فایل:word(قابل ویرایش) تعداد صفحات:66 این مقاله در مورد پایگاه داده توزیع شده می باشد. بخشی از تیترها به همراه مختصری از توضیحات مقاله پایگاه داده توزیع شدهیک تعریف ممکن این است که: پایگاه داده مجموعهای از رکورد های ذخیره شده در رایانه با یک روش سیستماتیک (اصولی) مثل یک برنامه رایانهای است که میتواند به سوالات کاربر پاسخ دهد. برای ذخیره و بازیابی بهتر، هر رکورد معمولا به صورت مجموعهای از اجزای دادها ...نمایش رفع مشکل کارت حافظه گوشی Nokia-225 با لینک مستقیم
دانلود دفترچه سوالات اختصاصی رشته هنر آموز متالوژی آزمون استخدام پیمانی وزارت آموزش و پرورش
 در این بخش دفترچه سوالات اختصاصی رشته هنر آموز متالوژی آزمون استخدام پیمانی وزارت آموزش و پرورش برای دانلود قرار داده شده است. این دفترچه سوال با فرمت PDF ،در 7 صفحه، تایپی و بدون پاسخ میباشد. ...
در این بخش دفترچه سوالات اختصاصی رشته هنر آموز متالوژی آزمون استخدام پیمانی وزارت آموزش و پرورش برای دانلود قرار داده شده است. این دفترچه سوال با فرمت PDF ،در 7 صفحه، تایپی و بدون پاسخ میباشد. ...